




Τρίψιμο με λέιζερ Τρίψιμο CNC 304 εξαρτημάτων, Τρίψιμο και Παθητικοποίηση
Jun 30, 2025
17 προβολές
συνομιλία
# Τμήματα αλεξίπτωτου χάλυβα
# Μέρη στροφής CNC με laser cutting
# Τμήματα μετρητών CNC για ψεκασμό παθητικοποίησης
Τι καθιστά το Ατσάλι 304 Δύσκολο στη Μηχανική;
Ο ανοξείδωτος χάλυβας 304 είναι ένα από τα πιο δημοφιλή υλικά στις εξατομικευμένες επεξεργασίες, επειδή προσφέρει εξαιρετική αντοχή στη διάβρωση και αντοχή.Αλλά από την άποψη της κατασκευής, το 304 είναι γνωστόπαρόμοιο με τσίχλαΗ ατσάλινη χάλυβα είναι πιο εύχρηστη από την ατσάλινη χάλυβα.
Κατά την πραγματική εργοστασιακή παραγωγή, παρατηρούμε συχνά:
Η φθορά εργαλείων αυξάνεται κατά 25-40%όταν οι τιμές τροφής δεν είναι βελτιστοποιημένες.
Η μη ψύξη της γεώτρησης μπορεί να αυξήσει τη θερμοκρασία της κοπής700°C, προκαλώντας κουβέντα και δάκρυα.
Συχνά σχηματίζονται άκρες με laserστρώματα οξειδίωνπου πρέπει να αφαιρούνται πριν από τη λεπτή άλεση.
Αυτές οι λεπτομέρειες επηρεάζουν δραστικά την ανοχή των εξαρτημάτων, την ποιότητα της τελικής κατασκευής και το χρόνο παράδοσης.
Αυτό το άρθρο παρέχει μια πλήρη, πρακτική ροή εργασίαςΚόψιμο λέιζερ → Τρίχωση CNC → Τρίχωση → Παθητικοποίηση∆εδομένου της πραγματικής εμπειρίας του καταστήματος.
H2: Στροφή παραγωγής βήμα προς βήμα για μέρη από ανοξείδωτο χάλυβα 304
H2: 1. Κόψιμο με λέιζερ από ανοξείδωτο χάλυβα 304: Καθαρές άκρες, χαμηλή θερμική παραμόρφωση
Η κοπή με λέιζερ είναι ιδανική για την προετοιμασία κενών πριν από την αλεξίπτωτη CNC, ειδικά για εξαρτήματα με βάση την πλάκα.
H3: Πρακτική ρύθμιση και δεδομένα από την πραγματική παραγωγή
Τύπος λέιζερ:1Λάιζερ ινών.5·3 kW
Δυνατότητα εκτύπωσης:1.5 mm ∙ 10 mm
Ταχύτητα κοπής για 2 mm 304 SS:20°28 mm/s
Τυπική ανοχή:±0,10·0,20 mm
H3: Γιατί να ξεκινήσετε με την κοπή με λέιζερ;
Μειώνει το χρόνο επεξεργασίας CNC κατά30~50%
Ελαχιστοποιεί τα απόβλητα από την ακατέργαστη
Ιδανικό για πολύπλοκα εξωτερικά προφίλ ή χαρακτηριστικά τρύπας
Επαγγελματική συμβουλή:Αποφύγετε την υψηλής ταχύτητας κοπή στο 304; η υπερβολική θερμότητα προκαλεί συσσώρευση οξειδίου που αργότερα παρεμβαίνει στην παθητικοποίηση.
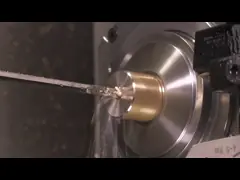
H2: 2. Τρίχωμα CNC από ανοξείδωτο χάλυβα 304: Εργαλεία, τροφοδοσίες και πραγματικές παραμέτρους κοπής
Μόλις το κενό κοπεί με λέιζερ, η αλεξίπτωτη CNC χειρίζεται τα χαρακτηριστικά ακρίβειας.
H3: Συνιστώμενα εργαλεία και στρατηγική ψύξης
Εργαλεία:Σιδηροτροφικές μηχανές
Ψυκτικό:Υψηλής πίεσης υγρό ψύξης, 8·10% γαλακτωματικό διάλυμα
Εκκένωση τσιπ:Υποχρεωτικόγια την πρόληψη της σκληρότητας της εργασίας
H3: Πραγματικές παραμέτρους τροφοδοσίας και ταχύτητας (ελέγχονται στο εργοστάσιο)
Λειτουργία
Ταχύτητα σπινθήρα
Ποσοστό τροφοδοσίας
Βαθμό κοπής
Τρίχωμα πλάτων (Ø8 mm)
1800 ̇ 2200 στροφές ανά λεπτό
220·280 mm/min
0.15 ̇ 0,25 mm
Τρίχωμα τρυπών
1500· 1800 στροφές ανά λεπτό
160~200 mm/min
0.1 mm
Τεχνική διάταξη
1200 ̇ 1500 στροφές ανά λεπτό
00,08 ̇ 0,12 mm/επαναφορά
Επικεφαλής
Αυτοί οι αριθμοί δοκιμάστηκαν σε μηχανές Haas VF-2 και DMG 3 άξων χρησιμοποιώντας φύλλο 304-2B.
H3: Αποφυγή της αυστηρότητας της εργασίας
Οι περισσότερες αποτυχίες συμβαίνουν όταν η τροφοδοσία είναι πολύ χαμηλή.Κανόνας του αντίχειρα:Αν δείτε μπλε τσιπς, το εργαλείο τρίβει, όχι κόβει.
H2: 3. Στρίψιμο για ακρίβεια διαστάσεων και τελική επιφάνεια
Η άλεση είναι απαραίτητη για τα μέρη 304 που απαιτούν στενές ανοχές ή αισθητικές τελικές επεξεργασίες, ιδίως για:
Κράτησης ακρίβειας
Μηχανισμοί συρρέσεως
Επιφάνειες επαφής με σφραγίδες
Μέρη ιατρικού υλικού
H3: Αποτελέσματα δοκιμής πραγματικού καταστήματος
Τύπος άλεσης
Επιτεύξιμη Ανεκτικότητα
Επεξεργασία
Τρίχωση επιφάνειας
±0,01 mm
Ra 0,8 ∆1,2 μm
Κυλινδρική άλεση
± 0,005 mm
Ra 0,4 ∆0,8 μm
H3: Προβλήματα που βλέπουμε συχνά
Υπερθέρμανση → αποχρωματισμός
Μικρές γρατζουνιές λόγω λανθασμένου μεγέθους άμμου
Διαστρέβλωση σε λεπτές πλάκες 304
Λύση:ΧρήσηΣτρίψιμο πλούσιο σε ψυκτικόμε σταδιακά περάσματα00,005 ̇ 0,01 mm.
H2: 4. Παθητικοποίηση: Το τελευταίο βήμα για την αντοχή στη διάβρωση
Η παθητικοποίηση απομακρύνει τη μόλυνση από σίδηρο και αποκαθιστά το προστατευτικό στρώμα του οξειδίου του χρωμίου.
H3: Τυπική διαδικασία παθητικοποίησης
Αποτρίχωση & υπερηχητικό καθαρισμό
Επεξεργασία με οξύ μπάνιο
Νιτρικό οξύ 2025%σε θερμοκρασία 50°C
ΉΑτμόσφαιρα 6·10%σε θερμοκρασία 30°40°C
Ξεπλύνετε με νερό DI
Καύσιμο με θερμό αέρα
H3: Πραγματικά δεδομένα δοκιμής
Μετά την παθητικοποίηση των λεμονίων, 304 μέρη έδειξαν:
Αντοχή σε αλατιστικό ψεκασμό: 48-96 ώρες
Η επιφανειακή συγκέντρωση χρωμίου αυξάνεται κατά35-55%(Επαληθεύτηκε από το XPS)
H3: Λύθηκε το πρόβλημα του χρήστη
Πολλοί αγοραστές ανησυχούν ότι τα εξαρτήματά τους από ανοξείδωτο χάλυβα σκουριάζουν μετά από λίγες μόνο εβδομάδες χρήσης.Αυτό προκαλείται συνήθως απόοξείδιο λέιζερ + απορρίμματα από την επεξεργασία, όχι ποιότητα υλικού.Ένα σωστόΤρίχωση + παθητικοποίησηΗ διαδικασία εξαλείφει αυτό εντελώς.
Χ2: Εφαρμογές μελετημένων με λέιζερ και μελετημένων με CNC εξαρτημάτων από ανοξείδωτο χάλυβα 304
Συστατικά για τη μεταποίηση τροφίμων
Ιατρικά εξαρτήματα
Κρατητήρια υλικού ναυτιλίας
Τμήματα βιομηχανικής αυτοματοποίησης
Συσκευές για μπαταρίες
Πίνακες οργάνων και θύρα
Αυτές οι βιομηχανίες επιλέγουν το 304 λόγω της ισορροπίας της αντοχής, της διαμόρφωσης και της αντοχής στη διάβρωση.
H2: Αξιολόγηση και παραγγελίες
Τι Κόστος Έβαλαν οι Επιρροές;
Μάθε περισσότερα →
-

Μηχανήματα για το στρογγυλοποιητικό μηχανισμό
Προβολή Λεπτομέρειας -

Τρίψιμο με λέιζερ Τρίψιμο CNC 304 εξαρτημάτων, Τρίψιμο και Παθητικοποίηση
Προβολή Λεπτομέρειας -

Ακρίβεια CNC συνήθειας που επεξεργάζεται τα μέρη που αλέθουν στη μηχανή την κατασκευή υπηρεσιών μετάλλων Truning
Προβολή Λεπτομέρειας -

Γυρισμένα αργίλιο μέρη cOem ODM PFT, γυαλίζοντας CNC που επεξεργάζονται την υπηρεσία πρωτοτύπων στη μηχανή
Προβολή Λεπτομέρειας -

CNC γραμμικός ολισθαίνων ρυθμιστής ενεργοποιητών χάλυβα, γραμμική ράγα κινήσεων μετάλλων φύλλων ISO9001
Προβολή Λεπτομέρειας -

HGR15 γραμμική επιφάνεια στίλβωσης καθρεφτών ολισθαινόντων ρυθμιστών οδηγών ανοξείδωτου
Προβολή Λεπτομέρειας -

Τυλιές και φρέσες CNC με εξαρτήματα από ανοξείδωτο χάλυβα
Προβολή Λεπτομέρειας





















